אנו משתמשים בעוגיות כדי לשפר את החוויה שלך.על ידי המשך הגלישה באתר זה, אתה מסכים לשימוש שלנו בעוגיות.עוד מידע.
נירוסטה היא יותר מסתם מתכת עמידה בפני קורוזיה.פלדת אל חלד נבחרת לעתים קרובות כחומר רב תכליתי עבור יישומים רבים בשל חוזקה, עמידות בפני קורוזיה ויכולתה להסתגל לתנאים ספציפיים.
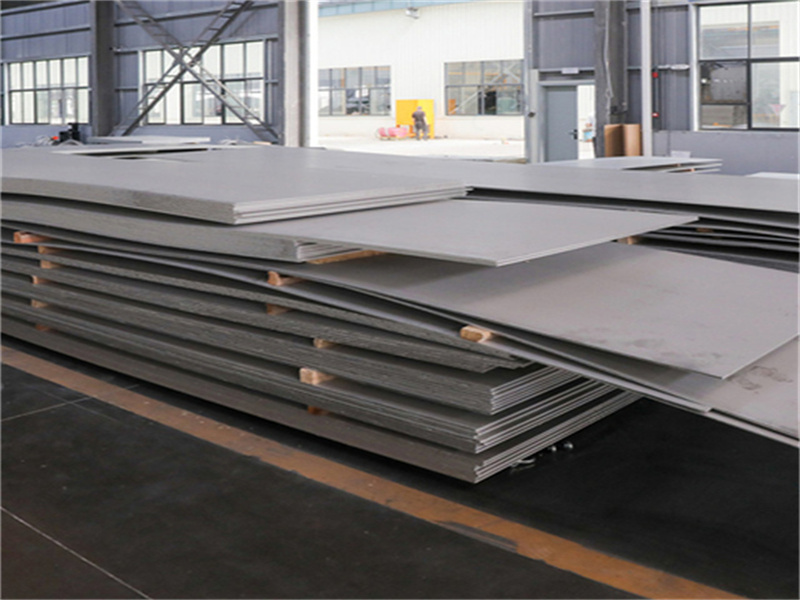
304 304L 316 316L ספקי לוחות נירוסטה בסין
נירוסטה 304 היא כיתה הנירוסטה הנפוצה ביותר.זוהי פלדת אל-חלד אוסטניטית כרום-ניקל עם תכולת פחמן נמוכה יחסית וכרום וניקל גבוהים במקצת מאשר מסוג AISI 301 ו-302. דרגה 304 היא מאוד רקיעה כאשר היא במצב חישול.יש לו תכונות טובות של טמפרטורות גבוהות כמו גם קשיחות טובה בטמפרטורות נמוכות.הוא מתאים היטב לריתוך ושם המוצר המוגמר חייב להתנגד לצורות הקשות יותר של קורוזיה.

מפרט מוצר ודרגת פלדה (לעיון)
| ASTM | JIS | AISI | EN | תקן מיל | |
| כיתה | S30100S30400 S30403 S31008 S31603 S32100 S41008 S43000 S43932 S44400 S44500 | SUS301SUS304 SUS304L SUS310S - SUS321 SUS410S SUS430 - SUS444 SUS430J1L | 301304 304L 310S 316L 321 410S 430 - 444 - | 1.43101.4301 1.4307 1.4845 1.4404 1.4541 - 1.4016 1.4510 1.4521 - | 201202 204Cu3 |
סובלנות של רוחב
| סובלנות של רוחב | ||
| W < 100 מ"מ | 100 מ"מ ≦ W < 1000 מ"מ | 1000 מ"מ ≦ W < 1600 מ"מ |
| ± 0.10 מ"מ | ± 0.25 מ"מ | ± 0.30 מ"מ |
הרכב כימי ותכונה מכנית
הרכב כימי (לעיון)
מפרט ASTM
| כיתה פלדה | Ni% מקסימום | Cr% מקסימום | C% מקסימום | Si% מקסימום | Mn% מקסימום | P% מקסימום | S% מקסימום | מו% מקסימום | Ti% מקסימום | אַחֵר |
| S30100 | 6.0~8.0 | 16.0~18.0 | 0.15 | 1 | 2 | 0.045 | 0.03 | - | - | N: 0.1 מקסימום |
| S30400 | 8.0~10.5 | 17.5~19.5 | 0.07 | 0.75 | 2 | 0.045 | 0.03 | - | - | N: 0.1 מקסימום |
| S30403 | 8.0~12.0 | 17.5~19.5 | 0.03 | 0.75 | 2 | 0.045 | 0.03 | - | - | N: 0.1 מקסימום |
| S31008 | 19.0~22.0 | 24.0~26.0 | 0.08 | 1.5 | 2 | 0.045 | 0.03 | - | - | - |
| S31603 | 10.0~14.0 | 16.0~18.0 | 0.03 | 0.75 | 2 | 0.045 | 0.03 | 2.0~3.0 | - | N: 0.1 מקסימום |
| S32100 | 9.0~12.0 | 17.0~19.0 | 0.08 | 0.75 | 2 | 0.045 | 0.03 | - | 5(C+N)~0.70 | N: 0.1 מקסימום |
| S41000 | 0.75 | 11.5~13.5 | 0.08~0.15 | 1 | 1 | 0.04 | 0.03 | - | - | - |
| S43000 | 0.75 | 16.0~18.0 | 0.12 | 1 | 1 | 0.04 | 0.03 | - | - | - |
| S43932 | 0.5 | 17.0~19.0 | 0.03 | 1 | 1 | 0.04 | 0.03 | - | - | N: 0.03 Max.Al: 0.15 Max.Nb+Ti = [ 0.20 + 4 ( C + N ) ] ~ 0.75 |
נכס מכני (לעיון)
מפרט ASTM
| כיתה פלדה | N/mm 2 MIN.מתח מתיחה | N/mm 2 MIN.Proof Stress | % MIN.התארכות | HRB MAX.קשיות | HBW MAX.קשיות | יכולת כיפוף: זווית כיפוף | יכולת כיפוף: רדיוס פנימי |
| S30100 | 515 | 205 | 40 | 95 | 217 | לא דורש | - |
| S30400 | 515 | 205 | 40 | 92 | 201 | לא דורש | - |
| S30403 | 485 | 170 | 40 | 92 | 201 | לא דורש | - |
| S31008 | 515 | 205 | 40 | 95 | 217 | לא דורש | - |
| S31603 | 485 | 170 | 40 | 95 | 217 | לא דורש | - |
| S32100 | 515 | 205 | 40 | 95 | 217 | לא דורש | - |
| S41000 | 450 | 205 | 20 | 96 | 217 | 180° | - |
| S43000 | 450 | 205 | 22א | 89 | 183 | 180° | - |

זה חל לא רק על ההרכבים הכימיים השונים המרכיבים את הנירוסטה, אלא גם על הציפויים וטיפולי המשטח השונים המיושמים בהתאם לשימוש המיועד הסופי של המוצר.
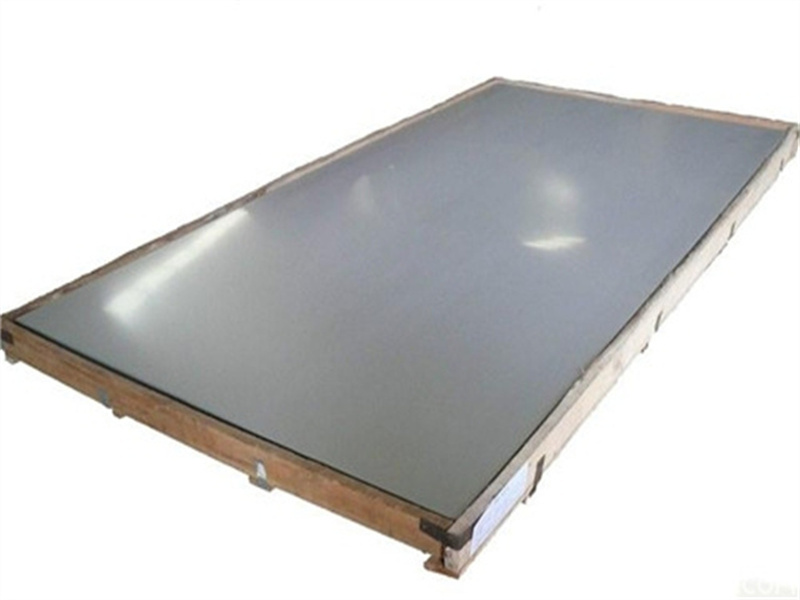
דרגה 2B הוא אחד מטיפולי השטח הנפוצים ביותר בתעשיית הנירוסטה.הוא חצי רפלקטיבי, חלק ואחיד, אם כי לא מראה.הכנת פני השטח היא השלב האחרון בתהליך: יריעת הפלדה נוצרת תחילה על ידי לחיצה בין גלילים ביציאת הכבשן.לאחר מכן הוא מרוכך על ידי חישול ולאחר מכן מועבר מחדש דרך גלילים.
להסרת זיהומים פני השטח, המשטח נחרט בחומצה ומועבר בין גלילי ליטוש מספר פעמים להשגת העובי הרצוי.המעבר האחרון הזה הוא שהוביל להשלמת 2B.
2B הוא הגימור הסטנדרטי בדרגות נירוסטה נפוצות, כולל 201, 304, 304 ל' ו-316 ל'. הפופולריות של ליטוש 2B, בנוסף להיותו חסכוני ועמיד יותר בפני קורוזיה, טמונה בקלות הליטוש עם גלגל בד ו מתחם.
בדרך כלל, פלדה בגימור 2B משמשת בעיבוד מזון, ציוד מאפייה, מיכלים, מיכלי אחסון וציוד פרמצבטי ועומדת בתקני USDA עבור תעשיות אלו.
גישה זו אינה מקובלת כאשר המוצר הסופי הוא פתרון להזרקה או אוט.הסיבה לכך היא שרווחים או כיסים יכולים להיווצר על פני המתכת.חללים אלה יכולים ללכוד מזהמים מתחת למשטח המלוטש או במתכת.בסופו של דבר, חפצים זרים אלה יכולים להימלט ולזהם את המוצר.ליטוש אלקטרו משטח הוא השיטה האידיאלית והמומלצת לשיפור חלקות פני השטח עבור יישומים כאלה.
ליטוש אלקטרו פועל על ידי שימוש בכימיקלים וחשמל כדי להחליק אזורים מוגבהים על משטח נירוסטה.אפילו עם ציפוי חלק 2B מיושם במפעל, משטח הנירוסטה בפועל לא ייראה חלק כאשר מוגדל.
חספוס ממוצע (Ra) משמש להתייחסות לחלקות של משטח מתכת ומהווה השוואה של ההבדל הממוצע בין נקודות נמוכות לגבוהות על משטח לאורך זמן.
בדרך כלל, פלדת אל חלד טרייה במפעל עם גימור 2B היא בעלת ערך Ra בטווח של 0.3 מיקרון (0.0003 מ"מ) עד 1 מיקרון (0.001 מ"מ) בהתאם לעובי (עובי).ניתן להפחית את פני השטח ל-4-32 מיקרו אינץ' על ידי ליטוש אלקטרופוליש מתאים, בהתאם למאפייני המתכת.
גימור בדרגה 2B מושג על ידי דחיסת החומר עם שני גלילים.מפעילים מסוימים דורשים תיקוני קיצוץ לאחר שיפוץ או תיקון של כלי השיט או ציוד אחר.
למרות שגימור פני השטח המתקבל על ידי ליטוש מכני או אלקטרו אינו ניתן לשחזור בקלות, הוא יכול להיות קרוב מאוד, במיוחד בהתייחס לערכי Ra.כתוצאה מטיפול אלקטרופוליש נכון, ניתן להגיע לביצועים טובים אפילו יותר מבחינת עיבוד החומר מאשר בטיפול השטח המקורי 2B הבלתי גמור.
לכן, אומדן 2B יכול להיחשב כנקודת התחלה טובה.לציפויים 2B יש יתרונות ידועים והם חסכוניים.ניתן לשפר אותו עוד יותר עם ליטוש אלקטרו לגימור חלק יותר, סטנדרטים גבוהים יותר ומגוון יתרונות לטווח ארוך.
מידע זה אומת והותאם מחומרים שסופקו על ידי Astro Pak Corporation.
תאגיד אסטרופק.(7 במרץ 2023).ההבדל בין משטחים מלוטשים לבין משטחים שאינם מלוטשים.AZ.אוחזר ב-24 ביולי 2023 מ-https://www.azom.com/article.aspx?ArticleID=22050.
תאגיד אסטרופק."הבדלים בין משטחים מלוטשים ולא אלקטרופולישים".AZ.24 ביולי 2023.
תאגיד אסטרופק."הבדלים בין משטחים מלוטשים ולא אלקטרופולישים".AZ.https://www.azom.com/article.aspx?ArticleID=22050.(נכון ל-24 ביולי 2023).
תאגיד אסטרופק.2023. הבדלים בין משטחים מלוטשים ובלתי מלוטשים.AZoM, נגישה ב-24 ביולי 2023, https://www.azom.com/article.aspx?ArticleID=22050.
זמן פרסום: 25 ביולי 2023